Borrowing a page from wireless phone communications, hearing aids have become firmly entrenched in the digital realm during the past decade. At GN ReSound, the manufacturing process for hearing aid shells has entered the digital age as well, promising faster production, greater customization, and fewer remakes.
3D reverse engineering software by Geomagic is firmly at the center of GN ReSound's new process, enabling the company to automatically transform 3D scan data into an airtight model for rapid manufacturing.
The Need for Better Customization
In the United States alone, 24 million people suffer from significant hearing loss; a number that is increasing as the baby-boomer generation ages. Custom-fit hearing instruments are popular in the U.S., making up 80 percent of the market. Some of these instruments are so advanced that they could be called hearing computers – the earliest wearable computers.
Custom hearing instruments need highly individualized shells. For decades, making custom shells for hearing instruments was done manually by sculptors. The process was labor-intensive and could not be easily scaled to increase production efficiency. Sculptors had different levels of skill, making it difficult to control quality.
The scenario is quickly changing, however, due to the combination of reverse engineering and rapid-manufacturing systems put to innovative use by hearing instrument manufacturers such as GN ReSound.
Path to the Holy Grail
GN ReSound (www.gnresound.com) is one of the world's largest hearing instrument manufacturers, known in the U.S. for its ReSound and Beltone hearing aid brands. The company began testing digital methods in the early 1990s, but technologies and materials were not ready for production use. As new digital technologies became available, GN ReSound was among the first to adapt them to its production process.
For GN ReSound, the new digital process not only means increased manufacturing efficiency, it holds the promise of reaching the holy grail for hearing instrument companies: designing products attractive enough for the 80 percent of people who need a hearing instrument, but refuse to buy one for aesthetic, comfort or cost reasons.
Sculpting on a Computer
The process on the front end of creating a customized hearing aid is the same as always – a customer visits his or her doctor, acrylic or silicone is injected into the ear, and an impression of the ear canal is created after the product hardens. The finished mold is shipped to GN ReSound, where similarities to old processes end.
The sculptor's knife and other carving tools used in the past to replicate the impression have been replaced with a 3D scanner, computers running specialized software, and rapid-manufacturing systems.
Once the impression arrives, it is digitally captured with a 3D scanner from 3Shape ApS (www.3shape.com) that is designed for scanning ear canal impressions. A complete 360-degree surfaced scan in STL format is output from the scanner in 150 seconds.
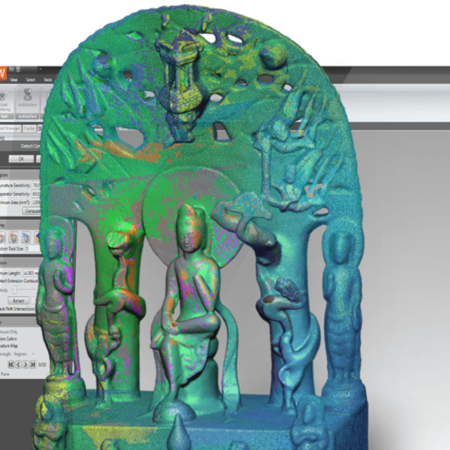
An operator imports the STL file into Geomagic Wrap, software that accurately and rapidly creates digital models from 3D scanner data. The 3D model is then digitally sculpted – the ear canal section is trimmed to the appropriate length, and the end rounded for easier insertion into the ear.
Most people need hearing aids for both ears. In these cases, Geomagic Wrap creates models from the 3D scans of the right and left ear impressions. As the operator sculpts one model, the software simultaneously applies the same sculpting features to the model for the other ear. At the end of the process, the operator reviews the results and accepts or modifies the model as needed.
“The ability to sculpt two shells at the same time provides a major productivity increase,” says Russ Schreiner, GN ReSound's project director. “Working with digital models enables us to further customize the shells as we see fit, creating an entire product line with exclusive features, no matter how small the run of final parts.”
Once the digital model is complete, electronic components are projected into it to test for fit. The operator is warned if there are areas of collision where the components might interfere with the manufacturing process.
The sculpted digital model is then made into a shell with an inner and outer surface. The inner surface varies in thickness throughout the finished shell in order to better support areas subject to fracture and to aid in assembly. Items such as counter-bore holes and air vents are added to the shell before exporting the model as a watertight STL file to a rapid-prototyping machine.